玻璃鋼連續板成型工藝是在連續成型機組上使不飽和聚酯樹脂浸潤玻璃纖維,然后通過模板加熱定型固化得到特定截面形狀的連續板材的一種工藝。FRP板材與其它材質板材相比,具有輕質、高強、抗沖擊性能好等特點,尤其是它具有獨特的透光性(1.2mm厚玻璃鋼透光板的透光率可達90%)及斷面的可設計性。此外,FRP板材還具有優良的防腐蝕性、耐候性及顏色任意性,因此,被廣泛應用于溫室、太陽能熱水器蓋板、工業廠房、倉庫等采光、防腐及裝飾等方面。
FRP板材80年代生產工藝主要是手糊成型,生產效率低,質量不穩定,斷面厚薄不均,表面褶皺、氣泡多,主要用于自行車棚及市場大棚等場合。二十世紀六十年代美國研制成功FRP板材連續成型技術和生產設備,我國于1985年開始引進該設備,90年代初期陸續有自主研發的生產線問世,至90年代末期,有比較成熟的國產生產線正式投入生產。自2002年始,設備國產化開始大規模推廣。
一、增強材料
FRP板材通常選用的增強材料為無堿玻璃纖維布,無捻玻璃粗紗,無堿玻璃纖維氈。90年代初期連續生產波紋板工藝曾經選用過玻璃布,生產的板材強度相對較高,但是外觀不好(尤其在透光板材應用中更明顯),工藝控制難度大,成品率低,90年代后期已不被選用。目前廠家根據自己的機組不同而選用玻璃纖維短切氈或短切無捻玻璃紗。
1、玻璃纖維短切氈
目前國內通常采用的短切氈的規格按厚度(克重)分有EMC300、EMC450、EMC600等,因EMC600在使用中搭接處比較明顯,影響外觀且容易產生廢品,現在使用很少。按使用寬度分有540mm、1040mm、1270mm等。短切玻纖氈是由連續長纖維經切紗輥切割成50mm短纖維,均勻撒落成薄層,再用粘結劑(一般選用粉劑)制成的片材。要求:纖維分散均勻、浸潤性好、折光系數與樹脂盡可能接近等。常用纖維氈通用指標參考下表。
玻璃短切氈性能指標
規 格 EMC300-1040/EMC450-1040
含水率% :GB/T 9914.1-2001 idt ISO 3344: 1997 ≤0.20
可燃物含量%:GB/T 9914.2-2001 eqv ISO 1887: 1995 1.8~8.5
單位面積質量g/m2:GB/T 9914.3-2001 idt ISO 3374: 2000 300±30/450±45
單位面積質量變異系數%:GB/T 9914.3-2001 idt ISO 3374: 2000 ≤6.0
苯乙烯溶解度s:GB/T 6006.1-2001 eqv ISO 2558: 2000 ≤40
浸透速率s:GB/T 17470 附錄A <100
拉伸斷裂強力(橫向/縱向)N:GB/T 6006.2-2001 idt ISO 3342: 1995 ≥60
注:外觀質量參考GB/T 17470-2007之規定
2、短切無捻玻璃粗紗
連續FRP板材成型工藝所用無捻玻璃粗紗應具有良好的分散性、灑落均勻、良好的樹脂浸潤性、與樹脂接近的折光系數等。因為成本較為低廉,2006年以后開始被更多的廠家使用。
最早引進的三條國外生產線中,兩條產自英國,一條產自美國。英制設備設計理念是使用玻璃纖維短切氈,美制設備設計理念是選用短切紗。區別在于使用紗的設備要達到30%的玻纖含量,在設備厚度控制輥處容易堆紗,需要沿設備方向加滌綸絲線來解決。2004年出現了據說是澳州生產的FRP板材生產線,使用短切紗但不加滌綸絲線,但是玻纖含量只能做到22%左右,板材外觀不差,但強度較低。
二、樹脂基體
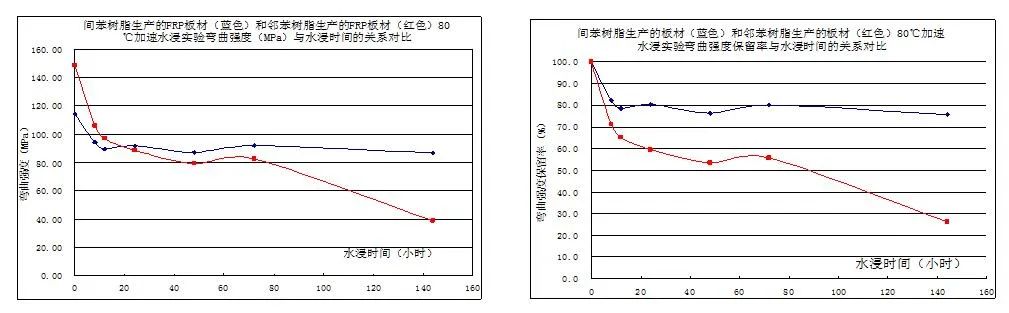
目前,連續FRP板材成型工藝多數選用鄰苯型或間苯型不飽和聚酯樹脂(UP)樹脂,部分特殊要求的產品選用乙烯基樹脂(多為不透光耐腐蝕板材)。鄰苯型樹脂可以滿足一般場合的正常使用,具有較高的強度及良好的耐候性;間苯型樹脂生產的板材性能上并無差別,但間苯型板材的老化衰減速度比鄰苯型板材要緩慢的多。
在參數選擇上,樹脂應具備低收縮率及適當的粘度,以便對玻璃纖維良好的浸漬性。對于采光板而言,樹脂固化后要有優異的透光性,樹脂澆鑄體的折射指數應與玻纖的折射指數相匹配或基本相同。因FRP板材更多的使用場合在戶外,尤以透明板材為突出代表,所以樹脂中必須加紫外線吸收劑(如UV-9,UV-531等,但價格昂貴)。
鄰苯樹脂和間苯樹脂耐老化試驗數據比較
用于連續FRP板材的樹脂的特性如下(因國內樹脂生產廠家牌號并沒有統一,所以這里不具體標示樹脂牌號,而是以生產透光板材使用的常規樹脂指標為代表):
外觀:無色/淡黃清澈透明 密度/g/cm3:1.12 固體含量%:57-63
粘度(25℃)/MPa.s:150-250 折射率/nD2:1.53~1.55
凝膠時間(25℃):10-16 紫外線吸收劑:3‰
酸值/mgKOH/g:27+3 熱穩定性(80℃):≥24hr
三、抗老化表層
FRP板材成型過程中必須在板材上下表面使用薄膜,現在國內使用的薄膜分為三層共擠膜和一般的聚酯薄膜。三層共擠膜是通過化學層將樹脂與薄膜緊密的粘接在一起,不受溫差變化影響,保證FRP板材隔絕水、空氣及各種化學環境,起到真正的抗老化作用。最早只有美國杜邦公司供往國內,malinex301和malinex389兩種型號成了抗老化薄膜的代名詞,更是在市場上出現了此薄膜有隔絕紫外線功能,這又是一個錯誤概念,這種薄膜是不隔絕紫外線的,隔絕紫外線是靠的樹脂內的紫外線吸收劑。但因技術壟斷,價格奇高,每公斤10美元以上。
所以國內在2004年以前更多的廠家尋找替代品,即使用國內生產的經電暈處理的聚酯薄膜。一般的聚酯薄膜是不能與FRP板材粘接的,而這種經過電暈處理的薄膜原理是經激光處理,在薄膜表面產生許多凹凸(肉眼看不見),增加與FRP板材的連接界面,達到薄膜可以與FRP板材粘接成一體,但是這種通過物理方式達到的粘接界面很不穩定,在冷熱變化較大或多次冷熱變化后容易脫落,如果使用在屋面及外墻,增加了漏水隱患,尤其以U475、U470、SSR480等板型為突出,很多工程屋面側墻防水都失敗于此。
到2004年以后,印尼產PT050、PT055進入中國,經加速老化試驗機檢驗及實踐證明,抗老化效果完全一樣,但是價格只有杜邦最低檔產品的一半,也正式因為在這個原因,抗老化膜技術才在國內大量被使用。
現在國內已有廠家可以生產類似三層共擠薄膜,具體效果還在實驗及實踐驗證中。如果成功,在板材控制成本上將又是一大進步。
2013年合高開發了膠衣噴涂表面,替代老化膜,膠衣比老化膜耐候性更好,已逐步淘汰老化膜。
四、其他輔助材料
現大多數廠家選用常溫固化配方加熱快速成型工藝,FRP玻璃鋼板材使用的樹脂的配方中輔助材料有:固化劑、促進劑、色漿(或彩色膠衣)及各種填料等。常溫固化配方中,固化劑現在普遍采用過氧化甲乙酮;促進劑采用異辛酸鈷。異辛酸鈷參與反應對板材顏色變化影響很小,在透光板材生產中優勢突出。值得一提的是,直到現在很多廠家在色漿或彩色膠衣添加上還存在誤區,一般會用苯乙烯或三氯乙基磷酸酯(TCEP)來稀釋,再通過比例泵加入。這兩種做法都是錯誤的。用苯乙烯稀釋而加入的情況下,會造成板材發脆,強度下降,而用TCEP稀釋則會造成板材偏軟,耐候性下降(因TECP為添加型阻燃劑,不參與反應,且在樹脂聚合反應中有阻聚作用),而且會使抗老化薄膜附著力下降,雖然添加量不大,但從產品質量上考慮不可取。正確的做法是將色漿或彩色膠衣加入適量樹脂中攪拌均勻,再通過比例泵加入。
還有一部分廠家選用高溫固化配方,固化劑使用過氧化苯甲酸叔丁酯(TBPB)或過氧化2-乙基己酸叔丁酯(TBPO),同常溫固化配方相比,此種方法所生產的板材有效地解決了FRP板材生產線樹脂投料處夏天高溫時凝膠的現象,但相對能耗較高,最終制品性能差別不大。
文章來源:玻纖復材